Шкивы для клиновых ремней в наличии цена
Приводные ремни и шкивы клиновые
Изготовление шкивов для всех видов ремней
|
|
Расчет окружной скорости Vp в м/с: π • P • n P • n где: P — расчетный диаметр, мм |
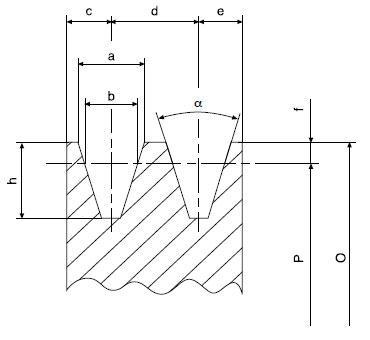
Размеры канавок шкива
| Профиль канавки | а, мм | b, мм | С, MM | d, мм | e, мм | f, MM | h, мм | a = 34° | a = 38° |
| Z | 9,7 | 8,5 | 8 | 12 | 8 | 2 | 11 | P< = 80 | P>80 |
| A | 12,7 | 11 | 10 | 15 | 10 | 2,8 | 13,8 | P < = 118 | P>118 |
| B | 16,3 | 14 | 12,5 | 19 | 12,5 | 3,5 | 17,5 | P < = 190 | P>190 |
| C | 22 | 19 | 17 | 25,5 | 17 | 4,8 | 23,8 | P < = 315 | P>315 |
|
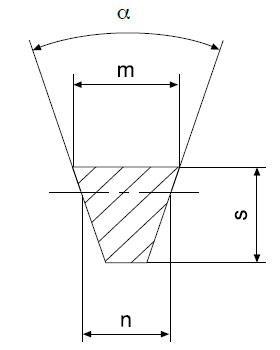
| Профиль | m, мм | S, мм | п, мм |
| Z | 9,7 | 8 | 8,5 |
| A | 12,7 | 10 | 11 |
| B | 16,3 | 13 | 14 |
| C | 22 | 18 | 19 |
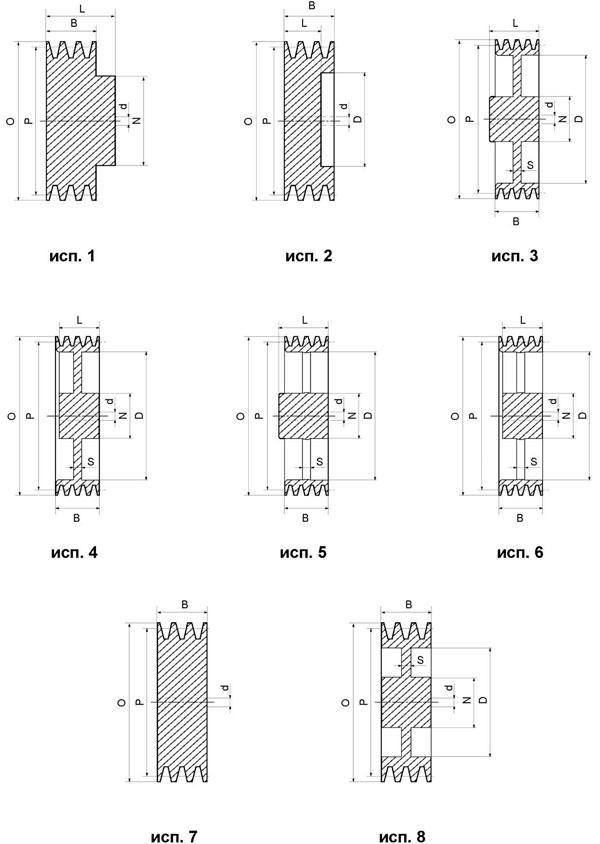
Исполнение шкива
 Все шкивы под клиновые ремни изготовлены в соответствии с нормами ISO 4183 и DIN 2211−3
Все шкивы под клиновые ремни изготовлены в соответствии с нормами ISO 4183 и DIN 2211−3
После механической обработки все шкивы подвергаются фосфатированию.
Для всех шкивов выполнена статическая балансировка и они пригодны для окружных скоростей до 35 м/с.
Изготовление звездочек для всех видов цепей

Настоящий стандарт распространяется на дельные одноступенчатые шкивы для приводных клиновых ремней по ГОСТ 1284.1-80.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Шкивы должны изготовляться типов:
1 - монолитные с односторонней выступающей ступицей (черт. 1)
2 - монолитные с односторонней выточкой (черт. 2);
3 - монолитные с односторонней выточкой и выступающей ступицей (черт. 3);
4 - с диском и ступицей, выступающей с одного торца обода (черт .4);
5 - с диском и ступицей, укороченной с одного торца обода (черт. 5);
6 - с диском и ступицей, выступающей с одного и укороченной с другого торца обода (черт. 6);
7 - со спицами и ступицей, выступающей с одного торца обода (черт.7)*
8 - со спицами и ступицей, укороченной с одного торца обода (черт .8);
9 - со спицами и ступицей, выступающей с одного и укороченной с другого торца обода (черт. 9)
Шкивы типов 1 - 3 предназначены для приводных клиновых ремней с сечениями Z, А, типов 4-9 для приводных клиновых ремней с сечениями Z, А, В, С, D по ГОСТ 1284.1-80.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шкивы для приводных клиновых ремней должны быть изготовлены
в соответствии с требованиями настоящего стандарта по рабочим чертежам,
утвержденным в установленном порядке.
2.2. Номинальные расчетные диаметры шкивов dp должны соответствовать указанному ряду: 50; (53); 56; (60); 63; (67); 71; (75); 80; (85); 90; (95); 100; (106) ; 112; (118); 125; (132); 140; (150); 160; (170); 180; (190); 200; (212); 224; (236); 250; (265); 280; (300); 315; (335); 355; (375); 400; (425); 450; 475; 500; (530); 560; (600); (620) ; 630; (670) ; 710; (750) ; 800; (850) ; 900; (950); 1000; (1060); 1120; (1180); 1250; (1320); 1400; (1500); 1600; (1700); 1800; (1900) 2000; (2120); 2240; (2360); 2500; (2650); (2800); (3000); (3150); (3550) ; (3750); (4000) мм.
П р и м е ч а н и е . Размеры, указанные в скобках, применяются в технически обоснованных случаях.
2.3. Расчетный диаметр меньшего шкива передачи должен быть не менее значений, указанных в табл. 1
Таблица 1
| Обозначение сечения ремня | Расчетный диаметр меньшего шкива, мм |
| Z | 63(50) |
| А | 90(75) |
| В | 125 |
| С | 200 |
| D | 315 |
П р и м е ч а н и е . Размеры, указанные в скобках, применяются в технически обоснованных случаях.
2.4. Размеры профиля канавок шкивов должны соответствовать указанным на черт. 10 и в табл. 2.
2.5. Ширину шкива вычисляют по формуле М — (n - 1) • e + 2ƒ, (1)
где n — число ремней в передаче.
Наружный диаметр шкива вычисляют по формуле de = dp + 2b. (2)
2.6. Схема построения условного обозначения шкивов приведена в приложении.
 |
wp - расчетная ширина канавки шкива» b - глубина канавки над расчетной шириной, dp - расчетный диаметр шкива, h - глубина канавки ниже расчетной ширины, e - расстояние между осями канавок, ƒ - расстояние между осью крайней канавки и ближайшим торцом шкива, ª - угол канавки шкива, de - наружный диаметр шкива, r - радиус закругления верхней к ромки канавки шкива, М - ширина шкива. |
Чертеж. 10
2.7. Шкивы должны быть изготовлены из материалов, обеспечивающих
выполнение требуемых размеров и работу шкивов в условиях эксплуатации
(наличие механических усилий, нагрев, истирание).
2.8. Отливки шкивов не должны иметь дефектов, ухудшающих их
внешний вид. На поверхности отливок, подвергающихся механической
обработке, допускаются дефекты по ГОСТ 19200—80 в пределах припуска
на механическую обработку.
2.9. Допускаемое отклонение от номинального значения расчетного
диаметра шкивов h i 1 по ГОСТ 25347-82, ГОСТ 25348-82.
2.10. Предельные отклонения угла канавки шкивов, обработанных
резанием, должны быть не более:
± 1° — шкивов для ремней сечений Z, А, В.
± 30' — шкивов для ремней сечений С, D.
Таблица 2
Размеры, мм
| Сечение ремня |
Wp | bmin | hmin | е | ƒ | r | dp для угла канавки а | |||||
| Номин. | Пред. откл. |
Номин. | Пред. откл. |
34° | 36° | 38° | 40° | |||||
| Z | 8,5 | 2,5 | 7,0 | 12,0 | ±0,3 | 8,0 | ±1,0 | 0,5 | 50-71 | 80-100 | 112-160 | ≥ 180 |
| А | 11,0 | 3,3 | 8,7 | 15,0 | ±0,3 | 10,0 | +2,0 -1,0 |
1,0 | 75-112 | 125-160 | 180-400 | ≥ 450 |
| В | 14,0 | 4,2 | 10,8 | 19,0 | ±0,4 | 12,5 | +2,0 -1,0 |
1,0 | 125-160 | 180-224 | 250 -500 | ≥ 560 |
| С | 19,0 | 5,7 | 14,3 | 25,5 | ±0,5 | 17,0 | +2,0 -1,0 |
1,5 | — | 200-315 | 355 -630 | ≥ 710 |
| D | 27,0 | 8,1 | 19,9 | 37,0 | ±0,6 | 24,0 | +2,0 -1,0 |
2,0 | — | 315-450 | 500 -900 | ≥ 1000 |
АТ10
2.11. Предельные отклонения угла конусного отверстия - ± ----------- по ГОСТ 8908-81. 22.
2
2.12. Предельные отклонения размеров необрабатываемых поверхностей для шкивов:
из чугуна и стали — по 7-му классу точности ГОСТ 26645—85 ;
из других материалов с расчетным диаметром:
до 500 мм — по 16-му квалитету ГОСТ 25347—82;
св. 500 мм - по 15-му квалитету ГОСТ 25347—82, ГОСТ 25348—82.
2.13. Допуск биения конусной рабочей поверхности канавки шкива
в заданном направлении на каждые 100 мм расчетного диаметра относительно
оси должен быть, не более:
0,20 мм — при частоте вращения шкива до 8 с~1;
0,15 мм — при частоте вращения шкива св. 8 с"1 до 16 с"1;
0,10 мм — при частоте вращения шкива св. 16 с“1
2.14. Допуск радиального биения поверхности наружного диаметра относительно оси посадочного отверстия — по 9-й степени точности по ГОСТ 24643—81 при контроле расчетного диаметра методом А. Радиальное биение наружного диаметра при контроле расчетного диаметра методом Б по ГОСТ 25069—81.
2.15. Допуск цилиндричности наружных диаметров — по 8-й степени точности по ГОСТ 24643-81.
2.16. Каждый шкив, работающий со скоростью свыше 5 м/с, должен быть сбалансирован.
Нормы точности статической балансировки приведены в табл. 3.
Таблица 3
| Окружная скорость шкива» м/с | Допустимый дисбаланс, г м |
| От 5 до 10 | 6 |
| Св. 10 " 15 | 3 |
| ” 15 ” 20 | 2 |
| ” 20 " 30 | 1 |
2.17. Допуск торцового биения обода и ступицы относительной оси
посадочного отверстия должен быть не грубее 10-й степени точности по
ГОСТ 24643-81.
2.18. Концы валов для шкивов с цилиндрическим отверстием - по
ГОСТ 12080—66; с коническим отверстием - по ГОСТ 12081-72; предельное
отклонение диаметра ступицы d x по Н9.
2.19. Неуказанные предельные отклонения размеров обрабатываемых и поверхностей :
t2
Н14; h14; ± — .
2
2.20. Значение параметра шероховатости Ra по ГОСТ 2789-73 рабочих поверхностей канавок шкива должно быть не более 2,5 мкм.
2.21. В шкивах со спицами ось шпоночного паза должна совпадать с
продольной осью спицы.
2.22. Средний ресурс шкивов в эксплуатации для среднего режима
работы устанавливается не менее 63 000 ч до капитального ремонта, установленный
ресурс — не менее 30 000 ч до капитального ремонта.
2.23. Нерабочие поверхности металлических шкивов должны быть
окрашены по ГОСТ 9.032—74 и ГОСТ 12.4.026—76.
2.24. Маркировкашкива
На нерабочей поверхности каждого шкива должны быть четко нанесены
краской: условное обозначение сечения ремня, расчетный диаметр, диаметр
посадочного отверстия, марка материала и обозначение стандарта.
2.25. Маркировка тары — по ГОСТ 14192—77, при этом на ящике дополнительно
указывают:
условное обозначение шкива;
число шкивов;
дату упаковки.
2.26. Шкивы должны быть упакованы в ящики по ГОСТ 2991—85 или
обрешетки по ГОСТ 12082-82.
Консервация обработанных рабочих поверхностей — по ГОСТ 9.014—78.
Срок действия консервации - 2 года.
Звездочки для приводных цепей – одна из главнейших частей цепных передач, где ведомая и ведущая звездочки входят в единую систему с приводной цепью. Комплект из звездочек и цепи сегодня используется в самых разнообразных механизмах и машинах. Цепные передачи современного типа, в состав которых входят звездочки для цепей, без проблем справляются даже с самыми мощными нагрузками, что и говорит об их широком распространении. В большинстве случаев звездочки для цепей делаются на заказ, но если компания захочет, она может ориентироваться в производственном процессе на те типоразмеры, которые чаще всего указывают в опросных листах. Отметим, что звездочки для приводных цепей – это зубчатое колесо из металла, в котором присутствует отверстие для надевания звезды на вал. Элемент может выпускаться со ступицей, либо без нее. Для того, чтобы надежно закрепить звездочку на валу, сооружается шлицевое соединение или шпоночный паз. Зубья звездочки предназначены для того, чтобы зацепить цепочные ролики. Производя расчет размера звездочки, необходимо учитывать количество зубьев, которое в ней будет. Кроме того, зубья могут идти как в один, так и в несколько рядов, вследствие чего звездочки для приводных цепей могут быть однорядными, двухрядными и т.д.
